Written on: September 1, 2013 by W. Stephen Tait
Hello everyone. Tinplated steel for both food containers and spray packaging is fabricated from steel sheet that has a very thin layer of tin on both sides of the sheet. The tin is electroplated to the steel sheet as it passes through an acid solution containing dissolved tin ions. The deposited tin layers on modern tinplate (tin coated steel) are typically less than one micron thick.
The structure of the tin layer is complex. There is a very thin layer of iron-tin alloy between the steel and the tin, and a thicker tin layer above the iron-tin-alloy layer. Other layers of materials, such as chromium and oil, are deposited on the tinplate sheet after the tin is electroplated on the steel sheet.
Click image for full size
The surface of the steel sheet is not homogeneous, and the tin coating is not continuous. Traditional 0.2 pound tinplate has a surface that is approximately 20% holes. These holes expose either the base steel sheet or the iron-tin alloy.
Figure 1 has a photomicrograph of a hole in traditional tinplate, which shows that the shape is typically irregular.
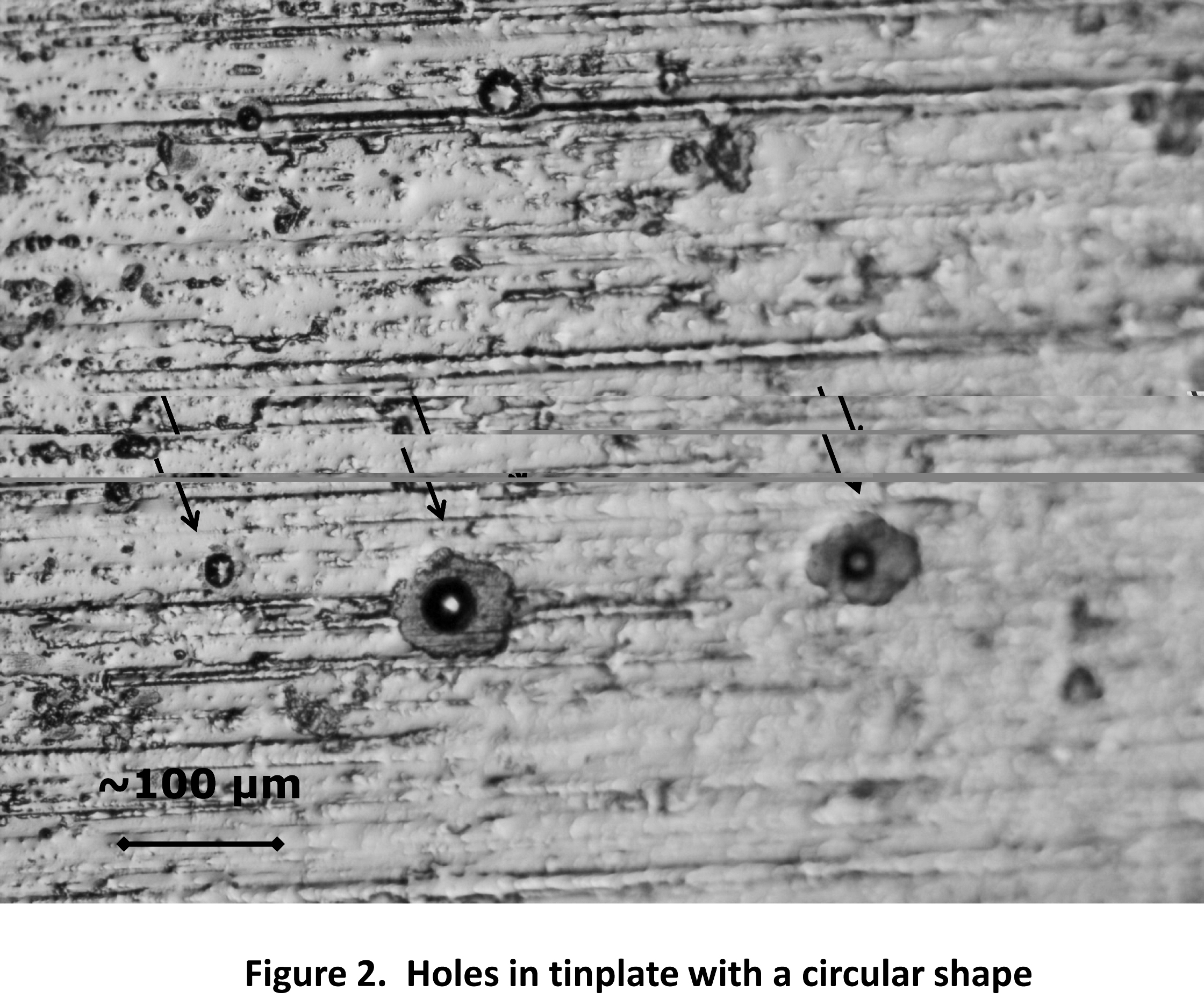
Within the last decade, a different type of hole-morphology appeared in tinplate from different sources, as shown in Figure 2. The shape for the “new” holes is circular at the top.
The tinplate for the photomicrograph in Figure 2 is from an aerosol container that was not exposed to a product. The tinplate with both types of holes complies with the ASTM standard for tin mill products (tinplate).
Circular holes in nickel coatings used for electronic circuits are often the result of changes in the phosphorous concentration in the plating bath chemistry. We do not know if the same phenomenon causes the circular holes found in the “new” tinplate. However, the differences in the two tin hole-morphologies suggest that the electro deposition process for the traditional tinplate (Figure 1) is most likely different from the process for the “new” tinplate (Figure 2).

Click on image for full size
We’ve seen one instance where pit perforations had the same shape as the holes in Figure 2. However, we’ve seen numerous other instances where the corrosion behavior with the traditional holes (Figure 1) and the “new” holes (Figure 2) was the same. In other words, so far, it has been our experience that the hole-morphology does not affect corrosion in most instances.
I’ve been asked if corrosion testing could be skipped when changing from one tinplate vendor to another or when adding another vendor. Several decades ago I believed that the change could be made without corrosion testing.
However, it is unknown at this time if one or the other hole-morphologies in tin coatings are more or less corrosion-susceptible than the other. Consequently, we recommend corrosion testing when switching or adding an alternate tinplate container vendor, because the hole-morphology for each vendor might be different.
Please send your questions/comments/suggestions to rustdr@pairodocspro.com. Visit www.pairodocspro.com for more info about our Elements short course. Back issues of Corrosion Corner are available on CD from ST&M. Thanks for your interest and I’ll see you in October.