Written on: May 1, 2015 by W. Stephen Tait
 Hello, everyone. Every year, we receive multiple requests to determine the cause of spray package failure from corrosion (leaking packages). In many of these instances the spray product was commercialized after a few months (e.g., three months) of storage testing at a high temperature, such as 100°F.
Hello, everyone. Every year, we receive multiple requests to determine the cause of spray package failure from corrosion (leaking packages). In many of these instances the spray product was commercialized after a few months (e.g., three months) of storage testing at a high temperature, such as 100°F.
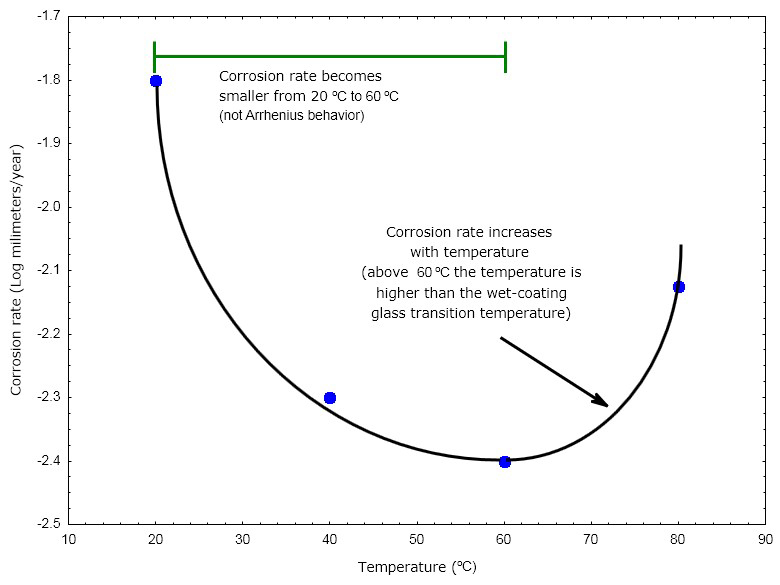
Figure 1 (click to view full size)
It is well known in corrosion and materials science that temperature typically does not accelerate metal and polymer corrosion. Figure 1 provides an example of the corrosion rate for polymer coated tinplate as a function of temperature. Notice that the corrosion rate actually decreases between 20°C (approximately room temperature) and 60°C. Thus, increasing temperature in this range does not accelerate coated tinplate corrosion.
It is well known that the glass transition temperature of a wet polymer is significantly lower than the glass transition temperature of the dry polymer. Polymer coatings lose their properties above their glass transition temperature, including their ability to provide corrosion protection.
Consequently, it is reasonable to conclude that above 60°C, the increasing corrosion rate in Figure 1 is caused by temperatures above the wet-polymer glass transition temperature. In other words, exceeding the coating glass transition temperature could cause coated tinplate corrosion. Figure 1 also illustrates why coated metals sometimes have significantly more corrosion at higher storage temperatures.
There are four conditions needed for higher temperatures to accelerate material corrosion:
The activation energy for a corrosion reaction is calculated using the Arrhenius equation:
Ea = R (T2T1)(Ln(CR2/ CR1))
(T2-T1)
Temperature is not accelerating coating, laminate film or metal corrosion when all four of the criteria are not fulfilled. In other words, product thermal instability is causing corrosion when the four criteria are not fulfilled.
Should testing at a high temperature be included in a storage stability test? Yes, but not to accelerate spray package and aerosol valve corrosion. Higher temperature testing is needed to determine if:
The exposure time for higher temperatures should be determined by the actual weather in the areas where commercial spray packages are stored. For example, if the hottest weather to which your products are exposed is 90°F (32°C) and above for approximately five hours each day and there are 90 days of this weather per year.
These weather conditions translate to a total of 19 days per year where temperatures are at or above 90°F (32°C). Consequently, in this example, storage testing at 100°F for 19 days should simulate approximately one year and approximately three years when tested for 60 days.
In summary, we recommend using higher temperatures to evaluate product thermal stability in a spray package and not to accelerate coating, laminate film and metal corrosion. The four temperature-acceleration criteria can be used to verify if higher temperature is accelerating package material corrosion. Product instability is most likely causing higher temperature package corrosion when all four of the criteria are not fulfilled.
We would be happy to teach our Elements of Spray Package (Aerosol Container) Corrosion short course at your R&D facility. Want a specific topic discussed in an issue of Corrosion Corner? Please send your suggestion/questions/comments to rustdr@pairodocspro.com or visit www.pairodocspro.com. Back articles of Corrosion Corner are available from Spray. Thanks for your interest and I’ll see you in June.